



















Watch the video to the right to learn how to dial in your ARCBRO table. Now this just means that we are going to adjust the cutting parameters for a given thickness of material through a sequence of cuts to see which set of parameters produces the best cut quality.
These cutting parameters can be adjusted in three primary ways: cutting speed, operating amperage, and cut height. The design of your part will also have a profound impact on the quality of your parts coming off of the table. For instance, in this design we are programming a 90 degree lead in with an 1/8” of an inch overburn on the center hole, with a quarter inch lead in on the perimeter.
“Overburn” is when the plasma continues firing as it overlaps the already cut portion of the design. This is used to burn off the extra burr that is fairly typical of holes cut with a CNC plasma cutter. Overburn is different from a lead out because the programmed lead out doesn’t necessarily have to overlap the design, it can go in any direction you would like.
We are cutting out a simple 3” square with a .5” hole cut out in the center of it. This part will be cut on ¼” hot rolled mild steel.
We are going to start with book parameters and then adjust the speed of both the interior hole and the perimeter feed rates to find our sweet spot. We will then move on to other cut heights and then on to other amperages.
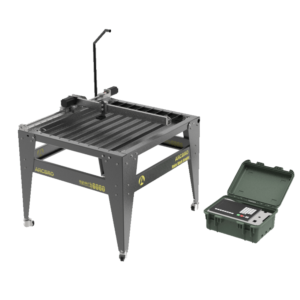
As our final result we chose 40 amps at 20 inches per minute. This part was cut on our ARCBRO® 4400 with a FlexCut® 80 plasma cutter. This is a remarkable cut quality with very minimal amounts of dross. Even the dross that does appear on the back of the part is VERY easy to flick off. Your own situation might value speed over quality and would therefore go with our book value of 90 inches per minute.
Performing these tests and picking the best cutting parameters for your job is critical to becoming a profitable and efficient owner of a CNC plasma cutting table. For more information call our sales department at 775-673-2200.