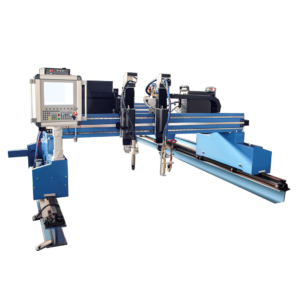
X Mark, available exclusively from Arcbro, challenges the concept of the traditional plasma cutting industry: High productivity, high cutting quality, Precise cuts at fast speeds reduce secondary operations and streamline your manufacturing processes, which in turn reduces costs and increases production, built-in integrated cutting process, perfect round hole for one-button cutting, and reliance on worker skills.It is a leap in every aspect, even a gear.
1. What is High definition plasma cutting?
High definition plasma cutting is a new technology that has been around for less than a year. It is completely different from traditional plasma cutting. Experts in the cutting industry know that plasma cutting quality is affected by six factors: current, gas, Pierce technology, led in/out technology, cutting speed, timing. These six factors are independent of each other in traditional cutting. Only experienced and skilled workers can combine them and complete a high-quality cutting. The high definition cutting completely eliminates the requirements of the craftsmanship of the workers. It classifies and integrates all the factors affecting cutting, and is controlled by the system to match the world’s cutting-edge equipment, so that anyone can cut the best quality work-pieces at the lowest cost in the shortest time.
The general reaction after many people have seen the fine cutting effect is: “I really don’t know how well plasma can cut.” Interestingly, this general response comes from experienced manufacturers whose workshops already have one or more A laser cutting system or a new laser cutting system is being prepared. What’s more interesting is that this new understanding has led many manufacturers to finally decide to purchase XPR plasma cutting machines equipped with X-Definition technology, which not only saves hundreds of thousands of dollars in initial investment costs, but also reduces operating costs.
The traditional old-fashioned plasma cutting system, even if it is well maintained (which is usually not the case), is comparable to X-Mark’s X-Definition cutting technology in comparing the motorcycles of the 1980s with modern high-end sports cars. There is no comparability between the two.
2. What is True Hole technology?
According to market research, we found that the most troublesome problem for traditional plasma cutting technology is that it cannot cut a satisfactory small hole. No matter how skilled the craftsman of a craftsman is, due to the shape of the plasma flame itself, there is always a taper in the small hole. The upper and lower edges of the metal have different apertures, which necessitates that the holes must be cut to fit into the bolts. Small holes and bolts are the most widely used plasma cutting applications.
The birth of the small hole technology finally solved this big problem. This technology was researched by Hypertherm and we applied it to X-Mark. It adjusts the parameters through the central system so that the taper is completely eliminated. It combines specific combinations of parameters set for a given amperage, material type, material thickness, and hole size. Nesting software or CNC software automatically applies True Hole fine bolt hole technology when perforating sheets up to 25 mm thick. The perforated hole to sheet thickness ratio can be as low as 2:1 to 1:1.
The advantage of the small hole technology is obvious: it does not require manual intervention by the operator and automatically ensures the quality of the bolt holes. It narrows the gap with the quality of laser perforations, allowing the plasma cutting process to be used in many previous jobs that require laser cutting systems. Provides true “bolt hole” quality.
3. What is Full Suite Solution?
Compared to other brands, X Mark has a integrated motion control systems from the technical level, automatic height adjustment, automatic gas and current settings, and plasma power generators (Hypertherm XPR), from motion control to seamless communication with plasma power supplies.
The simplified components made into a unified integrated system control. Through the integrated package, it is required to integrate 6 parts into 4 parts, which reduces parts, reduces failure rate, optimizes communication efficiency, and improves stability.
With this Eco-integrator X Mark has a Strong cutting ability, speed, accuracy, good effect, and low consumable cost.All processes affecting cutting quality are controlled by the system,Buit in X Mark process expertise makes it easy to ,Train new operators to cut like a pro within minutes Maintain more consistent performance.The Advanced combination along the top row provides maximum benefits.
4. Four times the speed of flame cutting, unparalleled productivity!
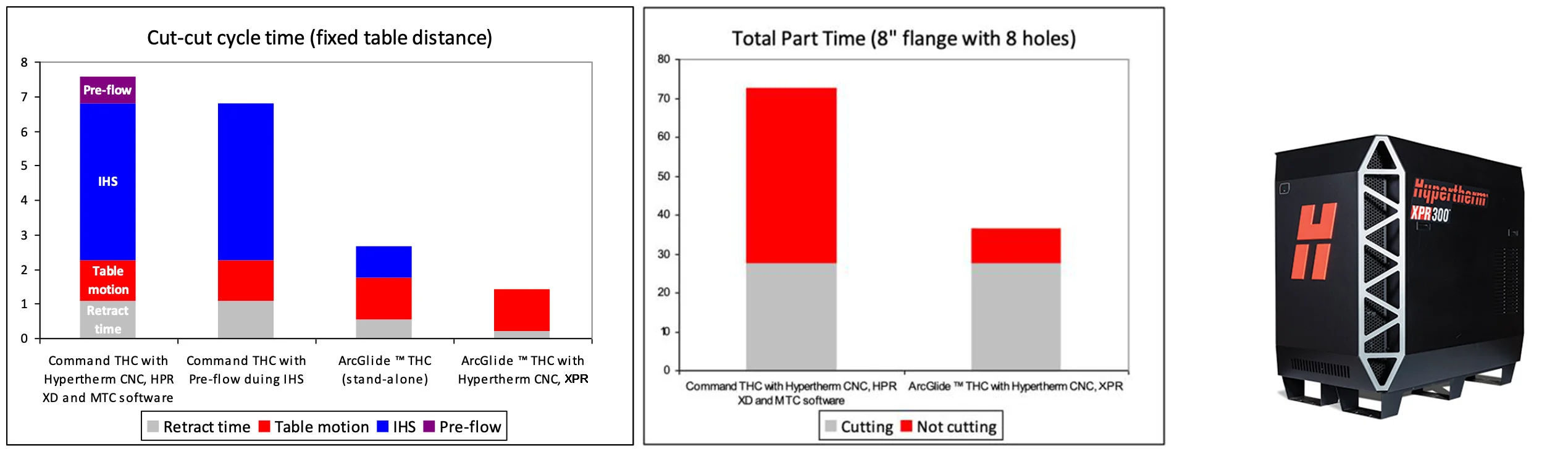
Up to a 100% increase in productivity through cut-to-cut cycle time reductions.
Cut-to-cut cycle time is reduced by up to 80%, resulting in increased productivity, without operator input.
By reducing cut-to-cut cycle, ARCBRO’s full suite can improve the number of parts cut per day by up to 100%.
XPR300 plasma cutting system is the most efficient power system at present. With unparalleled X-Definition TM cutting quality on mild steel, stainless steel and aluminum, the new XPR300 increases cutting speed, increasing productivity and reducing operating costs. It match the ArcGlide THC, which could reduce cut-to-cut cycle time. That time is the sum of all necessary movements including Retracting the torch, Table motion, Initial height sense, Pre-flow. However, through the ArcGlide THC, this process can be reduced by 6 to 7 seconds. It can automatically calibrates this fast-to-slow speed crossover during the initial height sense on the plate by sensing the plates actual location, making sure that it does not slow down until 0.5” above the plate, no matter what the plate thickness may be. Such technology can greatly reduce the idle time of the machine and improve production efficiency.
5. What factors are consuming your costs?
The rapid cooling nozzle can be directly connected to the cooling nozzle hole through the coolant. System control and feedback, (detecting burnout protection) torch arc stop technology, automatic torch protection, automatic drifting error protection system, fire extinguishing technology, greatly reducing the loss of wearing parts.
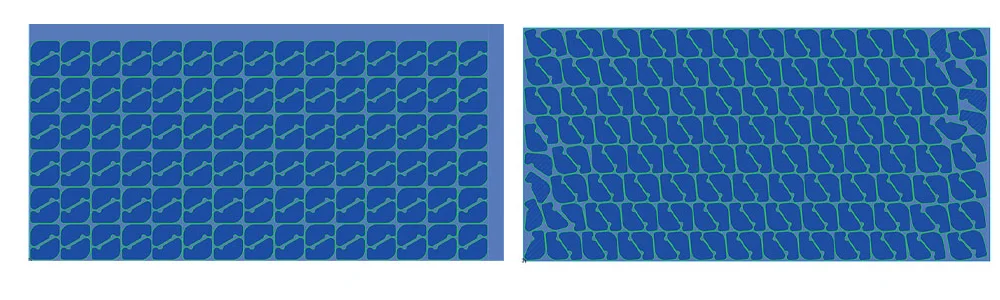
Nesting software Sigmanest Supernest super algorithm sheet utilization increased by 4%-6%, multiple sheets of steel automatically edited together, automatic classification of parts according to different sheet thickness Human-computer interaction marker Supports automatic and manual nesting. The co-edge function ensures the cutting size and precision and achieves the coverage of regular parts.
6. What is its system? Is the operation complicated?
(1)Automated optimal parameter settings Amperage, Gas type, Pre-flow, Cut flow, Torch pierce height and delay, Torch cut height Arc voltage, Part specific feed rates, Kerf compensation. Everything upside is built-in and performed automatically for you, which represents a huge savings in time and labor, and an increase in output and productivity. (2)Most convenient mode of operation Train new operators to cut like a pro within minutes. Maintain more consistent performance from operator-to-operator, shift-to-shift, and site-to-site. (3)Faster set up time. The assembly torch can be placed in one step without any extra work. It’s simpler and more convenient.
7. Laser is no longer synonymous with cutting quality!
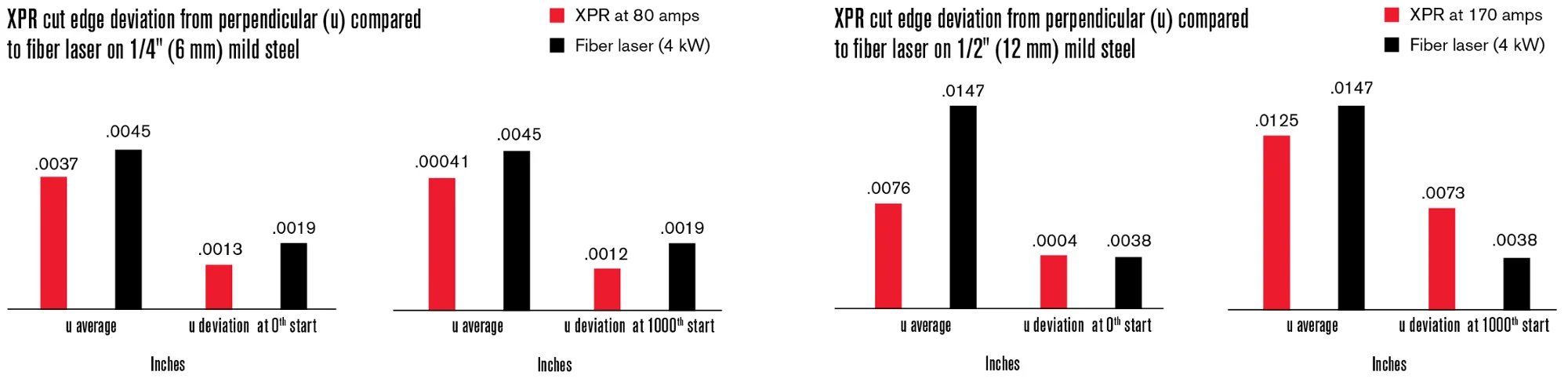
X-Mark’s plasma power supply will always use the most advanced of the world. Currently it is Hypertherm’s XPR. This plasma power supply really brings the plasma cutting quality to the same level as the laser cutting quality. The cost of the two is different, which is the overwhelming victory of plasma cutting. In comparison tests with fiber laser cutting, XPR plasma cutting is as good as laser cutting at many thicknesses. Below are two examples of cutting 6 mm and 12 mm thick materials. When choosing the operating speed of the XPR process, our principle is to balance quality and productivity (rather than just cutting quality). When cutting 6 mm sheets, the average angular deviation of the X-Definition cutting edges is smaller, and the deviation fluctuations are smaller after 1000 arc starts. The effect of cutting a 12 mm low carbon steel is similar. Whether thin or thick, low-carbon steel cutting, X-Definition plasma cutting can achieve a “creamy” smooth cutting surface, sharp cutting edges and good verticality and small hole quality. The X-Definition’s thin sheet cutting ability is particularly good when cutting thin, low carbon steel sheets.
8. Environmental protection is always the theme.
Downdraft tables are used to capture dust, smoke and fumes of the plasma cutting process and then by means of a filter return filtered air back to the workshop. •Sectional Extraction The downdraft tables have integrated suction canals which are divided into several sections. These sections are used for sectional extraction of the cutting fumes from the cutting zone. Electronically operated pneumatic valves control the sectional extraction, so that suction is only provided in the vicinity of the cutting torch. Not only will this result in a better suction performance on a smaller area but this will also reduce power consumption. On tables up to and including a width of 2.100 mm (7’), suction is provided on one side of the table. Wider tables are equipped with two or more canals, to ensure an optimal fume extraction. •SECTIONAL FUME EXTRACTION In conventional downdraft tables dust and sparks rise up because of the dispersion during cutting. The integrated surface extraction system of the ARCBRO downdraft tables captures fine dust that rises which is then separated in the attached filter system. The tables are also designed in a manner that they pre-clean the extracted air.
Specifications
Cutting Mode
Flame and Plasma
Effective cutting area
1.5 X 3.0 M /2.0 X 3.0 M (length can be extended
Cutting Torch No.
1 group Flame and Plasma both standard, can be multi torches
Reduce
1:25 APEX
Driving Mode
Longitudinal – 1000Wx2 large inertia; horizontal – 750Wx1 large inertia; lifting 400 W; Japan Panasonic servo system, dual drive mode
Vertical orbit
Silver 35 linear rail on longitudinal rail; silver (silver) 20 linear rail in lateral direction;