



















How to improve the utilization of plate CNC cutting
1 Overview
In recent years, the level of utilization of steel reflects the management level of enterprises, also one of the main factors of the economic benefits of steel manufacturers. At present, the developed countries under the same industry steel materials, material utilization rate has reached more than 75% of domestic companies generally only 55% to 70%, the larger gap. Thousands of tons of annual consumption of steel enterprises, if the material utilization increased by 10%, you can save hundreds of tons of steel per year, very significant economic benefits. Thus, tapping the potential energy, reduce production costs, it has become an important aspect of business management.
Improve the utilization of steel is a systematic project, involving various sectors of technology, production, materials, etc., both management factors, there are technical factors, and management is the key. Thus, to improve plate CNC cutting utilization imperative.
2. A reasonable purchase sheet
(1) buy-length plate
At present, I plant mainly produces hydraulic support, the products of different aircraft type, irregularly shaped parts, replacement parts and some small area, so give CNC cutting nesting computing brings the work more difficult. For example with a thickness of 25mm, and now I Group used 25mm steel plate cover large parts are beams, roof beams, base body and roof, etc., if used to purchase back cover under the beam size is 2100mm × 8000mm steel sheet and cutting arrangement can only reach a maximum width of 2000mm, and a length of 10m or more to be two sets, so it will feed a surplus, only can be used to cut small parts; there will be an 8m long, 100mm wide strips are the waste and 100mm wide plate is not good re-use, substantially equivalent to waste. If you advance through the discharge, can be booked width 2000mm, length 10m or more steel to cut the material can avoid the above situation, you can see if the purchase of fixed specification sheet according to the actual cutting arrangement will reduce a lot of unnecessary scrap waste.
(2) pay attention to quality when buying steel
Try not to buy rusty or deformed curved plate. Bending steel will increase the difficulty of cutting, cutting easily lead to poor quality, and after cutting finished school needs a sledgehammer beat shape, affect the appearance and increase manufacturing time, delay the production schedule. Severely deformed, when the waste can only handle; if rusty steel plate, in the cutting process, it is prone to breakage, cutting surface inequalities, and higher than the melting point of iron rust steel sheet during cutting will continue to blow small iron, severe burns directly, wounding cutting nozzle, resulting in unnecessary loss of supplies.
3. Reasonable nesting
Combined with the actual production, factory technicians from the following aspects do requirements:
(1) implementation of each plate a layplan
In the previous embodiment, the pattern is given to the operator, the operator on-site work to get Fig. Of course, the operator first consideration is shot rate would have resulted in a large number of the remaining material head material side, even if we can use secondary, but also caused great waste. Since the implementation of each plate according to the size of nesting, when considering the technical staff at the same time the discharge utilization rates also do both shot, and asked all the time try to steel filled, not left edge material, the first material (see FIG. 1), and in strict accordance with the requirements of the operator nesting construction diagram, so that not only improves material utilization, control costs, but also conducive to on-site management.
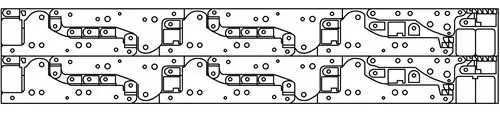 figure 1
figure 1
(2) Scroll cut nesting
The traditional cutting methods can not meet the current production status of our company, for the quantity and the shape of a very irregular and complex parts, the current batch is not the same material living conditions nesting is a problem. We use multiple batch rolling nesting, nesting previously difficult job to find the right job with the plurality of sets of materials in bulk, so avoid a lot of residual material partial nesting and cutting of local produce, and the remaining steel repeated nesting and used to make a large number of the remaining steel is reused. This method is applied to the actual cutting of all parts of our company, the savings plates and consumables immeasurable.
(3) edge-cutting
Edge-cutting is cutting supplies to save the most effective way. Our long straight edge is still a lot of parts, such as various rectangular plate member, narrow the Yangtze River Delta type of live parts (slide) and the like. When using the original cutting method, material utilization is very low. The use of edge-cutting, perforation used only once to complete a continuous cut several parts (see Figure 2), to improve production efficiency, but also for the company set considerable economic benefits.
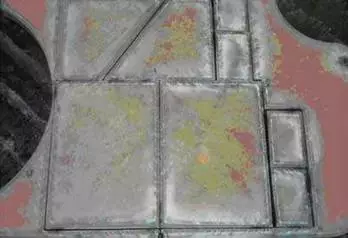
figure 2
(4) the implementation details and working hours layplan small ticket statistical system
In practice layplan small ticket details and hours before the statistical system, a number of jobs can, a steel plate, for what job, only a fact, just know that this steel job right is inappropriate, the next number live parts. Since the introduction of layplan small ticket details and working hours statistics system, with the dump showing various job detail, what the next job, how many species, the number of how many of each job, sweeping all employees reported working hours at the same time to hand over the marker map, so that not only conducive to the management of materials, the number of jobs and gave control provides a basis (see Figure 3).
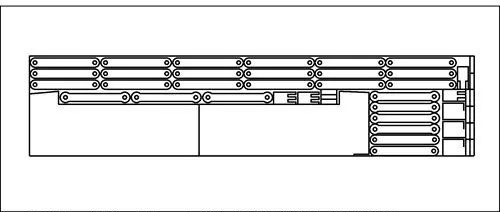
figure 3
4. Accounting utilization
Because each layplan on living conditions of many types of parts list, using a calculator counted utilization is cumbersome and prone to error, in order to improve accuracy, we use VB, C language to an algorithm for material utilization program (see Figure 4) and the bent jobs neutral layer algorithm program, both to improve the speed, save time, and improve the accuracy of calculation of material utilization, and can be clearly aware of the utilization of each plate is How many. When the low utilization rate of discharge can ask my colleagues to see if there is no more rational nesting method, brainstorming improve material utilization. As can be seen from the material shown in FIG. 5, significantly more B than A nesting reasonable utilization should be higher.
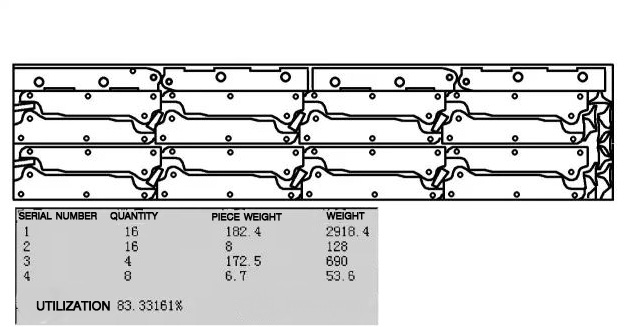
Figure 4
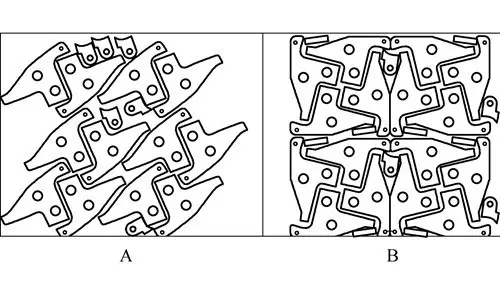
Figure 5
5. Management Process
Only change their ideas, do a good basis for management, production organization change, more than expected to strengthen the management and use, in order to be effective management.
Establish efficient and practical production management system as follows:
(1) Production Management
First, production management, including production planning and material planning preparation and decomposition, production scheduling and dynamic tracking, completion and operating statistics. Welding process process flow, material quota, fixed working hours of the Trinity is the basic data production management, the use of three computer integration, sharing of resources, faster production planning and material planning preparation and decomposed by a computer, as well as production equipment utilization statistics, which do a good job preparing the production, improve equipment utilization, improve balance production and reduce the backlog of products, shortening the production cycle, improve material utilization as soon as possible.
Production management process: cutting all the parts included in computer management, production during the same time to prepare, according to the material library material availability, features cutting parts of various shapes and sizes and the number of cutting methods, sufficiently detailed sets arranged for material analysis and comparison walkthrough work, timely use of substitute materials, and ultimately the formation of the optimum steel sheet material production plan.
Second, more than expected management. Production management subsystem should also have computers than expected management and cutting parts warehouse management, the establishment of the person responsible for managing the workshop more than expected library, stacked sub-material specifications, to prevent mixing. Full use of various shapes than expected, more than expected to be specially programmed sets of materials arranged for the establishment of the person responsible for managing the workshop part library, part stacking after cutting not used immediately, in order to improve material utilization.
(2) the technical departments (design, technology) requirements
First, the design selection standardization, reduce the types of materials and specifications, providing favorable conditions for the organization of production.
Second, the development of a tensile strength of 600MPa or less material (with the exception of special heat treatment and other requirements) may be employed using a predetermined high-generation low. While the rising costs of individual parts, but the use of high-strength steel than expected, actually reduces the cost, which is very useful in practical work.
Third, without affecting the strength and performance of the premise, allowing individual parts of complex shape cutting off. So easy nesting and living conditions and the job is too easy to leave voids with nesting, there are not many small live, so that not only improves the material utilization, and improve production efficiency.
Fourth, the establishment of accurate and useful steel materials under quota management system. Establishment of production units according to parts of sub-standard materials, the concrete implementation of a number of steel dynamic management mode.
6. Conclusion
In short, the ways to improve material utilization under the above material is not limited to a few. Therefore, only the importance of the combination of technology and management, attention to the rationalization of the production process organization and management mechanism, the establishment of computer-aided welding technology and production management systems, in order to effectively improve the cutting material utilization, enterprise management level to a new level, promote technological progress in enterprises, to create the best value for money.